분석 목적
생산 공정의 품질을 통계적으로 관리하고, 공정이 관리 범위 내에서 작동하고 있는지 판단하기 위함
분석 방법
불량률 관리도에 따라 관리중심선(CL: Center Line), 관리 상한선(UCL: Upper Control Limit), 하한선(LCL: Low Control Limit) 구하여 관리도구 시각화
데이터

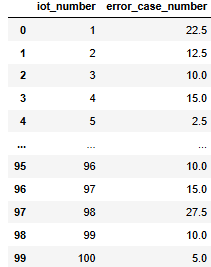
각 제품의 불량 개수에 대한 데이터
관리도구 시각화

백분율 공식: (제품의 불량 개수 / 20) * 100
CL: 불량률 평균(불량률 백분율)
UCL: CL + 제품의 불량 개수(Error_case_number) * 3*표준편차
LCL: CL - 제품의 불량 개수(Error_case_number) * 3*표준편차
3시그마를 사용하는 이유는 통계적 공정 관리에서 공정의 안정성을 평가하는데 매우 효과적이기 때문입니다.
- 정규분포의 특성을 이용하여 정규분포에서 평균을 기준으로 한 3표준편차 범위내에 전체 데이터의 약 99.73%가 포함됩니다. 즉 3표준편차를 기준으로 상한선과 하한선을 설정하면, 거의 모든 데이터 포인트가 범위 내에 포함되므로 공정의 안정성을 높이 평가할 수 있습니다.
이상 변동 감지
- 위의 조건을 반대로 말하면 3표준편차를 벗어나는 데이터 포인트는 일반적으로 공정의 특별 원인(비정상적인 원인)에 의해 발생하는 것으로 간주됩니다. 따라서 3시그마 범위 밖의 데이터 포인트는 신속한 조치가 필요한 이상 상황을 나타납니다.
'ADP' 카테고리의 다른 글
| ADP 24회(독립 T검정) (0) | 2024.05.30 |
|---|---|
| ADP 22회(단일 표본 분산 검정) (0) | 2024.05.28 |
| ADP 17회(코로나 위험지수) (1) | 2023.11.20 |
| ADP 17회 (시계열 분석) (0) | 2023.11.18 |